Bottle Filling Machine Capacity: How Many Bottles per Hour?
When buyers ask about bottle filling machine capacity, they are usually not asking only about the filler. They want to know whether the complete line can realistically reach the target bottles per hour in daily factory production.
This guide shows how to estimate bottle filling machine output in BPH, how to compare different filling head configurations, and how to choose a practical filling line setup for water, beverages, edible oil, sauce, detergent, chemicals and other bottled liquids.

Quick Answer: Typical BPH for Bottle Filling Machines
The table below gives a practical starting point for common bottle filling machine capacities. These ranges assume a 500 ml still liquid with water-like flow behavior and about 70-85% real line efficiency.
| Filling Heads | Typical BPH Range | Suitable Products | Recommended Line Setup |
|---|---|---|---|
| 2 heads | 300-800 BPH | Small batch liquids, samples, pilot production | Semi-automatic filling with manual capping and labeling |
| 4 heads | 800-1,500 BPH | Water, juice, light oil, detergent and other free-flowing liquids | Compact automatic filling, capping and labeling line |
| 6 heads | 1,500-2,500 BPH | Edible oil, food liquids, detergent and general chemical liquids | Automatic filling line with stable bottle feeding and conveyor control |
| 8 heads | 2,000-3,500 BPH | Edible oil, sauce, shampoo, lubricant and other liquids with higher daily demand | Complete liquid filling line with automatic capping, labeling and coding |
| 10-12 heads | 3,500-6,000 BPH | Water, beverages, large-volume chemical liquids and oil products | Higher-speed bottling line with automatic packing support |
In real production, viscosity, foam, bottle stability, cap feeding, labeling speed and packing method can all reduce output. It is safer to start from your target BPH and then match the filling heads, bottle feeding, capping, labeling and packing sections around that requirement.
Simple Formula to Calculate Bottle Filling Machine Output (BPH)
The basic formula for theoretical filling station capacity is:
BPH = filling heads x cycles per minute x 60
For example, if a 4-head filling machine completes 6 filling cycles per minute, the theoretical output is:
4 heads x 6 cycles per minute x 60 = 1,440 bottles per hour
This figure describes the capacity of the filling station only. It does not automatically mean the complete line can run at the same speed throughout an entire shift.
Real output is affected by bottle feeding, filling time, capping speed, label application, coding position, manual handling, packing and operator workflow. The formula is useful as a starting point, but final machine selection should still be checked against your product viscosity, bottle volume, cap type, label type, factory layout and automation level.
Target BPH: How to Choose Filling Heads and Line Configuration
The right filling machine should match your real production target, not only the maximum number on a specification sheet. A line that is too small will quickly become a bottleneck; a line that is too large may increase cost, floor space and maintenance without bringing practical benefits.
| Target Output | Recommended Filling Heads | Line Type | Suitable Solution |
|---|---|---|---|
| 500-1,500 BPH | 2-4 heads | Compact automatic or semi-automatic line | compact bottle filling and packaging line for 500-1,500 BPH |
| 1,500-3,000 BPH | 6-8 heads | Automatic filling, capping, labeling and coding line | complete liquid filling line for 1,500-3,000 BPH |
| 2,500-5,000 BPH | 8-12 heads | Higher-speed water or beverage bottling line | water bottling line solution for 2,500-5,000 BPH |
| 1,000-3,000 BPH (edible oil) | 4-8 heads | Servo piston filling line for oil bottles | edible oil filling line for 1,000-3,000 BPH |
| 1,000-3,000 BPH (sauce / viscous) | 4-8 heads | Viscous liquid filling line with anti-drip nozzles | sauce and viscous liquid filling line for 1,000-3,000 BPH |
If you are selecting a single machine only, you can review our automatic bottle filling machine for target BPH. For a complete project, it is usually more accurate to plan the filler, capper, labeling machine, conveyor and packing area together as one system.
Bottle Filling Production Line Output: Not Just the Filler
A bottle filling production line can only run as fast as its slowest section. If the filling machine is rated for 3,000 BPH but the capping machine, labeler or packing station can only handle around 2,000 BPH, the real line output will stay closer to 2,000 BPH.
In real factories, overall line output is usually 70-85% of the rated filling machine capacity, depending on how well the whole bottling process is balanced.
A stable bottle filling line usually depends on the matching speed of these sections:
- Bottle feeding or unscrambling: Empty bottles should enter the conveyor smoothly without falling, blocking or turning the wrong way.
- Filling: The filling method should match liquid viscosity, foam level, particles, required volume and accuracy.
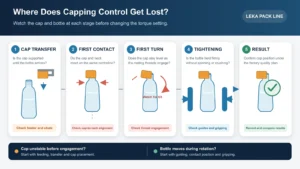
- Capping: Cap feeding, bottle positioning and torque control must keep pace with the filler.
- Labeling: Different bottle shapes may require different label application methods and speeds.
- Coding: Date and batch coding should be applied where bottles are stable on the conveyor.
- Packing: Manual packing, carton packing or shrink wrapping often becomes the final capacity limit if it is not planned early.
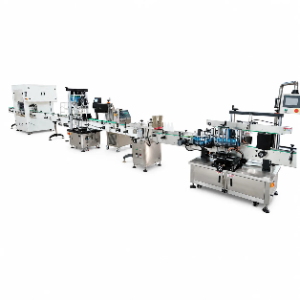
For larger output targets, it is usually better to review a complete liquid filling line configuration or a complete bottle filling and packaging line instead of judging the filling machine alone.

Key Factors That Reduce Real Output
Bottle Volume and Filling Time
A 100 ml bottle can usually be filled much faster than a 5 liter container. Even with the same number of filling heads, larger volumes need longer dosing time and often require slower conveyor movement. If one line must handle several bottle sizes, capacity should be checked against the largest and slowest bottle, not the smallest one.
Liquid Viscosity, Foam and Particles
Water-like liquids are easier to run at higher speed. Thick liquids such as sauce, honey, lotion, shampoo and heavy detergent usually need more time for accurate filling. Foamy products may require bottom-up filling or controlled nozzle movement, while liquids with particles may require a suitable valve structure and a wider product path.
For these products, a viscous liquid filling line or sauce filling line is usually more practical than a standard free-flowing liquid setup.
Bottle Feeding and Conveyor Stability
Many output losses begin before filling starts. Lightweight bottles, unstable bases, poor spacing and crowded conveyor sections can cause falling, blocking and inconsistent bottle positioning. If the target BPH is high, bottle feeding, conveyor width, guide rails and accumulation space should be planned together.
Capping, Labeling and Coding Speed
The filler may run quickly, but the whole line will still slow down if caps are not supplied steadily, torque changes too often, labels wrinkle, or coding positions need frequent adjustment. For a complete liquid filling line for 1,500-3,000 BPH, these downstream sections should be matched before production begins.
Manual Packing and Operator Handling
Manual packing can work well at lower output levels, but it must be included in the capacity calculation. If finished bottles cannot be removed, inspected, boxed or transferred fast enough, the whole line will pause. At higher outputs, carton packing, shrink wrapping or extra accumulation conveyors may be needed.
Examples: 1,000 / 3,000 / 5,000 BPH Bottle Filling Lines
Example 1: 1,000 BPH Daily Chemical Filling Line
- Product: Detergent, cleaning liquid or similar daily chemical liquid
- Bottle type: 500 ml to 1 liter plastic bottles
- Recommended heads: 4 filling heads
- Main equipment: Automatic bottle filling machine, cap tightening machine, labeling machine, coding machine and conveyor
- Layout risk: Bottle stability and manual packing speed may limit continuous production
- Solution link: detergent filling line
For a full machine list, layout and photos, see our detergent filling line.
Example 2: 3,000 BPH Edible Oil Filling Line
- Product: Edible oil, cooking oil, vegetable oil or similar liquid oil
- Bottle type: PET or plastic bottles from 500 ml to 5 liters
- Recommended heads: 6-8 filling heads
- Main equipment: Servo piston filling machine, automatic capping machine, double-side labeling machine, coding machine and conveyor system
- Layout risk: Large bottles need stable cap handling and enough conveyor spacing
- Solution link: edible oil filling line for 1,000-3,000 BPH
For a full machine list, layout and photos, see our edible oil filling line for 1,000-3,000 BPH.
Example 3: 5,000 BPH Water Bottling Line
- Product: Drinking water, still water or beverage products with water-like flow behavior
- Bottle type: PET bottles from 330 ml to 1.5 liters
- Recommended heads: 10-12 filling heads or a higher-speed filling block
- Main equipment: Bottle feeding system, rinsing section, filling machine, capping machine, labeling machine, coding system, conveyors and packing support
- Layout risk: Bottle feeding, accumulation space and packing speed must stay balanced with the filling section
- Solution link: water bottling line solution for 2,500-5,000 BPH
For a full machine list, layout and photos, see our water bottling line solution for 2,500-5,000 BPH.
Checklist Before Choosing Bottle Filling Machine Capacity
Before choosing filling heads or asking for a quotation, prepare the information below. It helps the supplier estimate a realistic BPH and recommend a suitable line layout.
- Product type, viscosity, foam level and whether the liquid contains particles
- Bottle material, bottle shape, bottle volume and bottle mouth size
- Required bottles per hour or daily production target
- Cap type, cap size and whether automatic cap feeding is needed
- Label type, label position and bottle surface shape
- Manual packing, carton packing or shrink wrapping requirements
- Available factory space, conveyor direction and operator positions
- Local voltage, air supply and cleaning requirements
- Future bottle sizes or products that may need to run on the same line
If you are comparing investments for different output ranges, you can also review our bottle filling machine price and capacity planning guide.
Choose a Filling Line by Product Type
Different liquids need different filling structures, nozzle types and line layouts. The pages below can help you compare suitable solutions by product type.
- complete bottle filling and packaging line for general bottled products
- chemical and lubricant filling line solution for industrial, oily or corrosive liquids
- edible oil filling line for 1,000-3,000 BPH for cooking oil and vegetable oil bottles
- sauce filling line for viscous food products
- detergent filling line for cleaning liquids and household chemical products
FAQ About Bottle Filling Machine Capacity
What does BPH mean for a bottle filling machine?
BPH means bottles per hour. It describes how many bottles a filling machine or bottling line can process in one hour under defined production conditions.
How do you calculate bottle filling machine capacity?
You can estimate theoretical filling capacity with this formula: BPH = filling heads x cycles per minute x 60. Real output will still depend on the rest of the line.
What is the difference between filling machine capacity and complete bottling line capacity?
Filling machine capacity refers only to the filling section. Complete bottling line capacity includes bottle feeding, filling, capping, labeling, coding, conveyor movement and packing, so the final number is usually lower.
How much lower is real output than rated output?
In many factories, real output is around 70-85% of the rated filling capacity. The actual result depends on liquid type, bottle size, bottle stability, cap handling, labeling speed, packing method and operator workflow.
How many filling heads do I need for 2,000 BPH?
For around 2,000 BPH, many projects use a 6-head or 8-head filling machine. The correct choice still depends on product viscosity, bottle volume, accuracy requirement and complete line automation level.
Can one filling line handle different bottle sizes?
Yes. One line can often handle different bottle sizes if filling volume, guide rails, capping settings and labeling positions are adjustable. Changeover time should be considered in daily production planning.
Plan Your Bottle Filling Line With LEKA
LEKA Pack Line helps factories choose filling machines and complete bottling line configurations based on product type, bottle size, target BPH, cap style, label method, factory layout and investment plan.
If you are not sure whether you need 4 heads, 6 heads, 8 heads or a complete automatic line, send us your bottle photo, product details and target output. Our team can help you estimate a practical configuration and recommend a suitable equipment layout.